
Enjeksiyon kalıplarıEndüstriyel üretimin ana proses ekipmanları olup, plastik parça üretmek için kalıpların kullanılması, üretim verimliliği sağlaması, kaliteyi sağlamasının kolay olması, üretim maliyetlerinin düşük olması gibi bir dizi avantaja sahip olan enjeksiyon kalıpları endüstriyel üretimde giderek yaygınlaşmaktadır.Enjeksiyon kalıplamanın en önemli prosesi olan kalıpların kalitesi, ürünlerin kalitesini doğrudan etkilerken kalıpların üretim maliyeti, işletmelerin geliştirme maliyetlerinin büyük bir kısmını oluşturur.Bu nedenle, plastik ürünlerin maliyetini azaltmak, kurumsal üretkenliği ve rekabet gücünü artırmak için enjeksiyon kalıplarının servis ömrünü/atış ömrünü artırmak önemli bir etkiye sahiptir.
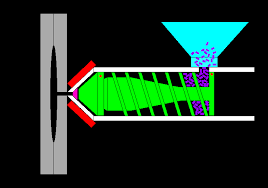
Plastik enjeksiyon kalıplama işlemi, plastikleştirmenin ısıtılmasından sonra enjeksiyon makinesi namlusunda, enjeksiyon makinesi vida tahrikinde, plastik belirli bir sıcaklığa ulaştıktan sonra, enjeksiyon makinesi nozulundan kalıp boşluğuna belirli bir basınç ve hız ile esas olarak plastik hammaddedir. ve Daha sonra kalıp basınçtan sonra ürün soğutulur ve kalıp açılır ve plastik parçalar elde edilir.

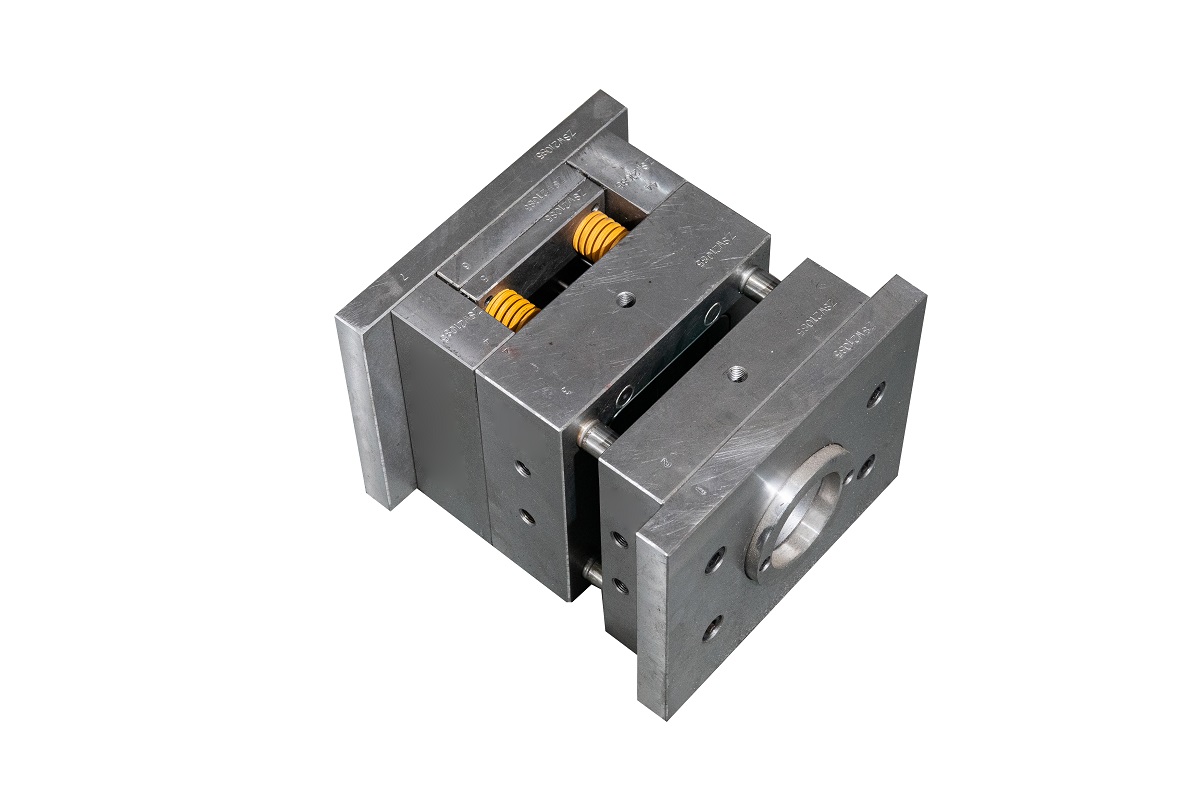
Enjeksiyon kalıplama işlemi sırasında, kalıbın yüzeyi, kalıp kapatıldığında basınca, kalıp boşluğundaki plastik eriyiğin basıncına ve kalıp açıldığında plastik eriyiğin basıncı olan çekme kuvvetine dayanmalıdır. boşlukta en önemlisidir.Aynı zamanda, kalıp belirli bir sıcaklık koşullarında tutulmalı, kalıp sıcaklığı döngüsel değişiklikler elde etmeye çalışmalı, müşteri gereksinimlerine göre kalıp sıcaklığı yüksek olmalı, bu da izlerin çözünmesini etkili bir şekilde azaltabilmeli ve plastik parçalar kalıp sıcaklığından uzak tutulmalıdır. düşük olmalıdır.Aksi takdirde ürün deformasyonu nispeten büyük olacaktır.Bu tür çalışma koşulları altında kalıp, esas olarak sıcaklık ve basınç etkisi altında aşırı deformasyona ve sıcak ve soğuk yorulma kopmasına karşı hassastır.
Kalıp boşluğunu doldurma sürecinde plastik, yüksek sıcaklık ve yüksek basınçta eriyik temizleme, akış sürtünmesi ile kalıp oluşturan parçalar, ürün kalıptan çıkarma sürecinde, boşluk ve çekirdek ve plastik parçaların iş sürecinde sürtünme üretilmesi kolaydır, sonuçta kalıp aşınması olgusunda.Aynı zamanda kalıbın sık açılıp kapanması nedeniyle kalıp kılavuz parçaları ve kalıp parçaları aşınmaya ve yıpranmaya yatkın olup gevşemeye neden olur.


Kalıplama işleminde, bazı plastikler yüksek sıcaklık ve basınç altında ayrışarak aşındırıcı gazlar üretecek ve bu gazlar kolayca paslanıp kalıp yüzeyine zarar verecek ve kalıp yüzeyine zarar verecektir.
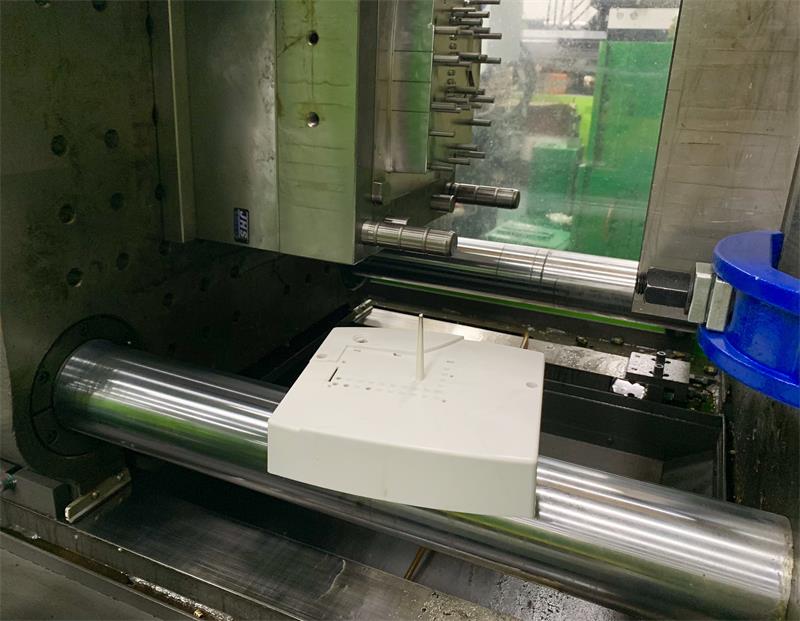
Enjeksiyon kalıplarının üretimi belirli bir sayıya ulaştığında, kalıbın aşırı aşınması nedeniyle ürünün yüzey kalitesi istenilen seviyeye ulaşamaz, ürün taşması ve fırlayan kenar ciddileşir, kalıp boşluğu ve maça tamir edilemez, kalıbın ömrü sona erer.Kalıp arızalanmadan önce tamamlanan toplam plastik parça sayısı aynı zamanda kalıbın ömrü olarak da bilinir.
Gönderim zamanı: Temmuz-26-2022