
Plastik parçaların tasarımında parçanın et kalınlığı dikkate alınması gereken ilk parametredir, parçanın et kalınlığı parçanın mekanik özelliklerini, parçanın görünümünü, parçanın enjekte edilebilirliğini ve maliyetini belirler. kısmından.Parçanın et kalınlığının seçimi ve tasarımı, parça tasarımının başarısını veya başarısızlığını belirlediği söylenebilir.
Parça duvar kalınlığı orta düzeyde olmalıdır
Plastik malzemelerin ve enjeksiyon işleminin özellikleri nedeniyle,Plastik parçaların et kalınlıkları uygun aralıkta olmalı, ne çok ince ne de çok kalın olmalıdır..
Duvar kalınlığı çok ince ise, parçalar akış direnci olduğunda enjekte edilir, plastik eriyiğin tüm boşluğu doldurması zordur, daha yüksek doldurma hızı ve enjeksiyon basıncı elde etmek için daha yüksek performanslı enjeksiyon ekipmanı olması gerekir.
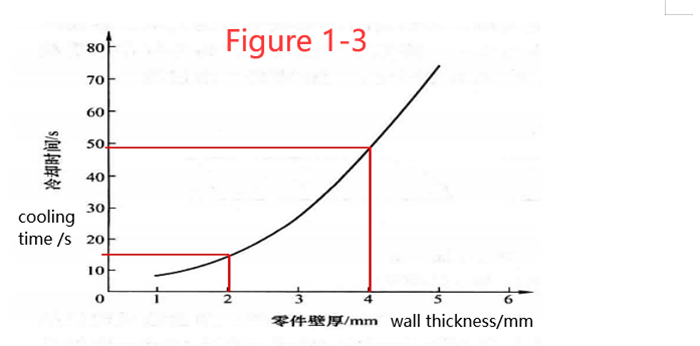
Duvar kalınlığı çok kalınsa, parça soğutma süresi artar (istatistiklere göre parça duvar kalınlığı 1 kat artar, soğutma süresi 4 kat artar), parça kalıplama döngüsü artar, parça üretim verimliliği düşer;Aynı zamanda çok kalın duvar kalınlığı, parçaların büzülme, gözeneklilik, çarpıklık ve diğer kalite sorunlarına yol açmasına neden olmak kolaydır.
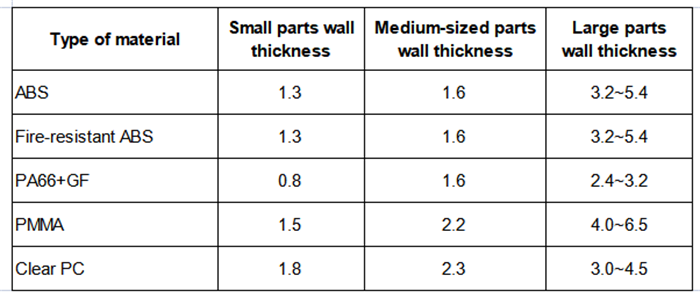
Farklı plastik malzemelerin, plastik parçaların uygun duvar kalınlığına ilişkin farklı gereksinimleri vardır ve hatta aynı plastik malzemenin farklı plastik üreticilerinin de farklı uygun duvar kalınlığı gereksinimleri olabilir.Uygun et kalınlığı aralığında yaygın olarak kullanılan plastik malzeme parçaları Tablo 1-1'de gösterilmektedir.Plastik parçaların et kalınlığı, uygun et kalınlığı değerinin üst ve alt sınırlarına yakın olduğunda ürün tasarım mühendisi plastik üreticisinden tavsiye almalıdır.
Tablo 1-1 Plastik parçalar için et kalınlığı seçimi
(birim:mm)
Plastik parçanın et kalınlığını belirleyen temel faktörlers:
1) Parçanın yapısal dayanımının yeterli olup olmadığı.Genel olarak konuşursak, duvar kalınlığı ne kadar kalın olursa parçanın mukavemeti de o kadar iyi olur.Ancak parçaların et kalınlığı belirli bir aralığı aştığında, büzülme, gözeneklilik ve diğer kalite sorunları nedeniyle parçaların et kalınlığının arttırılması, bunun yerine parçaların mukavemetini azaltacaktır.
2) Parça kalıplama sırasında çıkarma kuvvetine karşı koyabilir mi?Parça çok ince ise, fırlatma nedeniyle kolaylıkla deforme olacaktır.
3) Montaj sırasında sıkma kuvvetine dayanabilme yeteneği.
4) Metal kesici uçlar olduğunda, kesici ucun etrafındaki mukavemet yeterlidir.Genel metal uç ve çevresindeki plastik malzemenin büzülmesi tekdüze değildir, stres konsantrasyonunun üretilmesi kolaydır, düşük mukavemetlidir.
5) Parçaların maruz kaldıkları darbe kuvvetlerini eşit şekilde dağıtma yeteneği.
6) Deliğin mukavemeti yeterli olsun, birleşme işaretlerinin etkisiyle deliğin mukavemeti kolaylıkla azalır.
7) Yukarıdaki gereksinimlerin karşılanması ve enjeksiyon kalıplamanın kalite sorunlarına yol açmayacağı varsayımıyla, plastik parça parçalarının duvar kalınlığı mümkün olduğu kadar küçük olmalıdır, çünkü daha kalın bir parça duvar kalınlığı yalnızca malzeme maliyetini ve ağırlığını arttırmayacaktır. parçayı parçalamakla kalmaz, aynı zamanda parça kalıplama döngüsünü de uzatır, böylece üretim maliyetlerini artırır.Şekil 1-3, ABS plastik bir parça için duvar kalınlığı ile soğuma süresi arasındaki ilişkiyi göstermektedir.
Parça mukavemetini sağlamak ve geliştirmek için ürün tasarım mühendisleri genellikle daha kalın parça duvar kalınlıklarını seçme eğilimindedir.
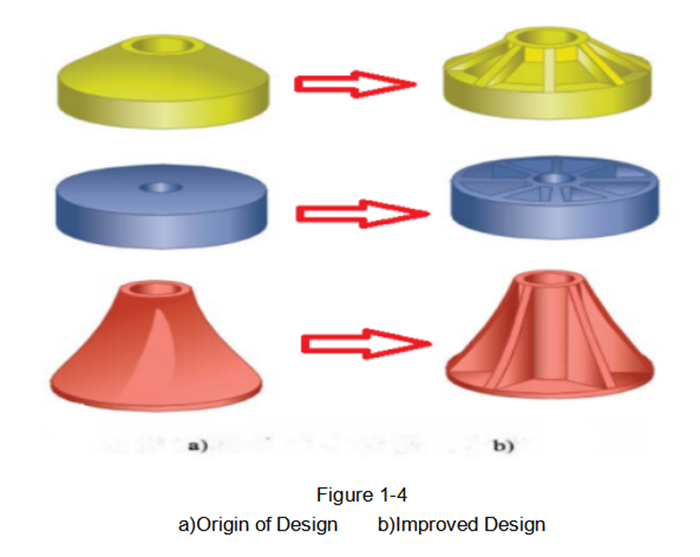
Aslında daha kalın bir parça et kalınlığı seçerek parça mukavemetini sağlamanın ve iyileştirmenin en iyi yolu değildir.Takviye ekleyerek, kavisli veya dalgalı parça profilleri tasarlayarak vb. parça mukavemeti artırılabilir. Bu yalnızca parçanın malzeme israfını azaltmakla kalmaz, aynı zamanda parçanın enjeksiyon kalıplama çevrim süresini de kısaltır.
Parçaların düzgün duvar kalınlığı
Parçaların en ideal et kalınlığı dağılımı, düzgün kalınlıktaki parçaların herhangi bir kesitindedir.Düzensiz parça duvar kalınlığı, parçanın eşit olmayan soğumasına ve büzülmesine neden olabilir, bu da parçanın yüzeyinin büzülmesine, iç gözenekliliğe, parçanın çarpılmasına ve deformasyonuna neden olur, boyutsal doğruluğun kusurları sağlamak zordur.
Eşit duvar kalınlığı tasarımına sahip yaygın plastik parçaların örnekleri Şekil 1-4'te gösterilmektedir.
Parçanın eşit duvar kalınlığını elde etmek mümkün değilse, o zaman parçanın duvar kalınlığında keskin değişikliklerden kaçınmak için en azından parça duvar kalınlığı ile ince duvarın düzgün bir geçişte olmasını sağlamak gerekir.Parçaların et kalınlığındaki hızlı değişiklikler, plastik eriyiğinin akışını etkiler, plastiğin arkasında kolayca oluşan gerilim izleri ürünün görünümünü etkiler;aynı zamanda kolayca stres yoğunlaşmasına yol açabilir, plastik parçaların mukavemetini azaltabilir, parçaların yüke veya dış darbelere dayanmasını zorlaştırabilir.
Şekil 1-5'te gösterildiği gibi duvar kalınlığının dört kısmı eşit olmayan duvar kalınlığı tasarımına sahiptir.
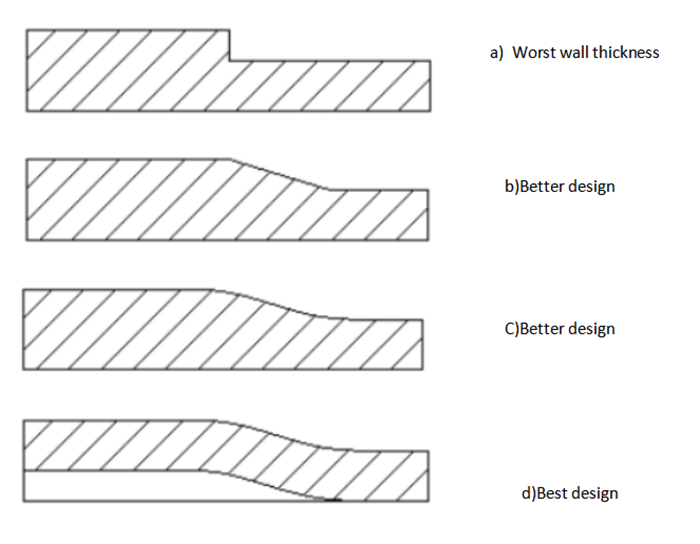
En kötü duvar kalınlığı tasarımı a)'da gösterilmektedir; burada parçanın et kalınlığında keskin bir değişiklik vardır;
Daha iyi duvar kalınlığı tasarımı Şekil b) ve c)'de ince duvar düzgün geçişindeki duvar kalınlığı gösterilmektedir, genel olarak geçiş alanının uzunluğu kalınlığın üç katıdır;
En iyi duvar kalınlığı tasarımı d)'de gösterilmektedir, yalnızca parça duvar kalınlığının düzgün geçişi değil, aynı zamanda içi boş tasarımın kullanıldığı parça duvar kalınlığı da yalnızca parçanın küçülmemesini sağlamak için değil, aynı zamanda mukavemeti de sağlar. parçalar.
Plastik parçaların duvar kalınlığı hakkında daha fazla soru için lütfen bizimle iletişime geçmekten çekinmeyin.admin@chinaruicheng.com.
En Son Plastik Enjeksiyon Kalıplama Makaleleri
YARDIMA İHTİYACINIZ MI VAR?
Gönderim zamanı: 22 Aralık 2022